






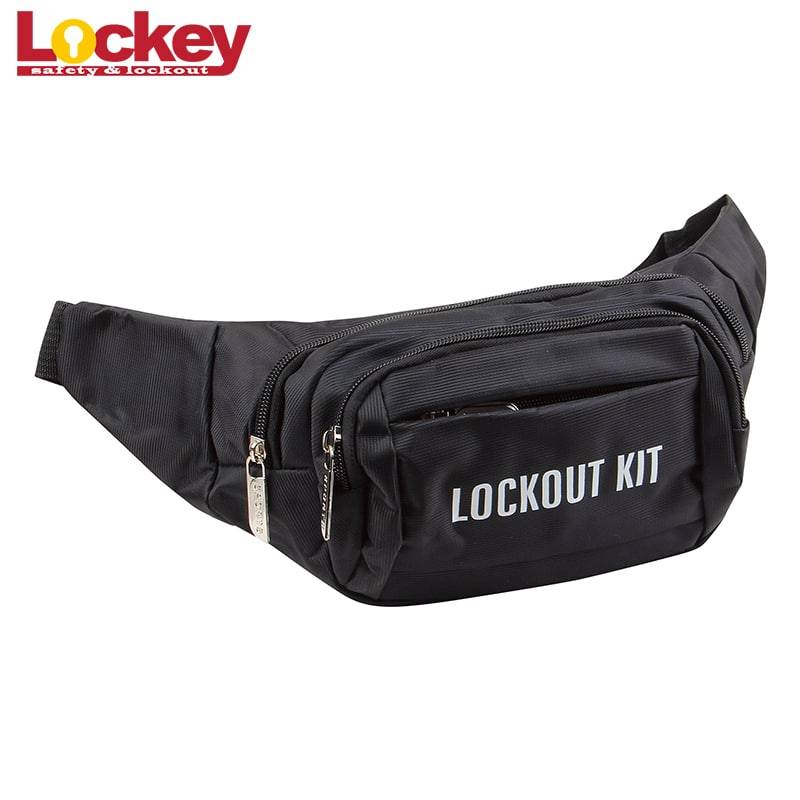
防水ナイロン製ポータブルロックアウトバッグツールバッグLB51
S安全バッグ LB51
a) 耐久性のある防水ナイロン生地で作られています。
b) 軽量で持ち運びやすい。
c) ロックアウトバッグの表面のサインをカスタマイズできます。
| 部品番号 | 説明 |
| LB51 | 200mm(長さ)×120mm(高さ)×75mm(幅) |


プロジェクトの詳細
カテゴリー:
ロックアウトバッグ
エネルギー隔離の安全性
テスト検証手順は必須のステップであり、省略することはできません。この場合、スタッフは機器の稼働前に機器の機能テストを完了しておらず、特に泥水ポンプの緊急停止ボタンの機能をテストしていないため、駆動モーターの配線エラーが見つからず、泥水ポンプの現場修理担当者もボタンの機能をテストしておらず、さらにエネルギー遮断が有効であることを確認していないため、最終的には死傷者が出る可能性が高くなります。
ロックアウト・タグアウト手順は、1989 年に OSHA (労働安全衛生局) が発行した危険エネルギー制御のための保護基準 (29 CFR 1910.147) です。改訂された基準では、一般産業向けのロックアウト・タグアウト要件が規定されており、ロックまたはラベルが貼られた機械または機器での作業を開始する前に、権限のある従業員が機械または機器の隔離と電源オフが完了したことを確認する必要があります。研究によると、エネルギー制御プログラムにより、死傷者率を 25 ~ 50 パーセント削減できることが示されています。産業事故全体の約 10 パーセントは、危険エネルギーを適切に制御できなかったことが原因です。米国 OSHA によると、毎年約 25 万件の事故が発生し、そのうち 5 万件が負傷、100 件以上が死亡事故となっています。
ロックアウト・タグアウトの結論
規則や規制は通常、関連する専門理論と、西部地域における長年にわたる多くの関連事象の経験と教訓に基づいて制定され、要約され、徐々に改善されてきました。多くの規則や規制には、多くの厳しい教訓が裏にあります。
これは、安全な生産と従業員の安全確保のための強力な手段である。制約ではあるが、同時に保証でもある。前者は形式と手段であり、後者は目的である。
機器の設計、製造、設置、使用、保守の各段階における対応する基準と要件は、従業員の安全を守る障壁であり、この障壁が破られると悲劇につながる。
こうした事態が多発する主な原因は、安全意識の管理が不十分であること、生産管理の過程で安全という人間中心の理念が反映されていないこと、生産率と生産効率の追求が経営の方向性を逸脱させ、安全への投入(設備や時間投資を含む)が削減され、安全実績の低下、ひいては頻発する事故、ひいては市場シェアの喪失につながったことにある。安全対策費を削減するという近視眼的な考え方では、遅れて得られる安全上のメリットを享受することは難しいだろう。
ロックアウト・タグアウト手順の実施においては、形式的にチェックを行うのではなく、偶然に頼らず、要件を厳守すべきです。要件を注意深く遵守することによってのみ、従業員の安全を確保できるのです。





-

Eメール
-

WhatsApp
-

WeChat
ジュディ

-

トップ